Additieve productie met elektronenbundels (EBAM) is een 3D-printproces voor metaal dat gebruik maakt van een energiebron met elektronenbundels om materialen te smelten. Deze gids onderzoekt EBAM-systemen, processen, materialen, toepassingen, voordelen en overwegingen voor het adopteren van deze technologie.
Inleiding tot de productie van additieven met elektronenbundels
Electron beam additive manufacturing (EBAM) is een vorm van 3D-printen op metaal waarbij gebruik wordt gemaakt van een krachtige elektronenbundel als energiebron om metalen grondstoffen laag voor laag rechtstreeks vanuit CAD-gegevens tot volledig dichte onderdelen te smelten.
Belangrijkste kenmerken van EBAM-technologie:
- Maakt gebruik van een elektronenbundelkrachtbron om materialen te smelten
- Bouwt onderdelen door laag voor laag metaalpoeder toe te voegen
- Creëert bijna-netvormige vormdelen met hoge dichtheid
- Typische materialen zijn titanium, nikkellegeringen, staal
- Grotere bouwvolumes dan andere metalen AM-processen
- Hoge afzettingssnelheid voor snellere opbouw
- Gemiddelde onderdeelnauwkeurigheid van ±0,3 mm
- Lage restspanning vergeleken met laserprocessen
- Ideaal voor grote, complexe metalen onderdelen
- Vermindert verspilling versus subtractieve technieken
EBAM maakt innovatieve ontwerpen mogelijk die niet mogelijk zijn met conventionele productie. Zoals bij elk additief proces zijn er echter verschillende ontwerp- en toepassingsoverwegingen.
Hoe Productie van additieven met elektronenbundels Werken
Het EBAM-proces bestaat uit:
- Het aanbrengen en egaliseren van een dunne laag metaalpoeder
- Scanning-elektronenstraal om selectief gebieden te smelten
- Het verlagen van de bouwplaat en het herhalen van lagen/smelten
- Verwijdering van voltooide onderdelen uit het poederbed
- Nabewerking indien nodig
Een elektronenbundelkanon genereert een gefocusseerde straal onder vacuümomstandigheden. Straalvermogen, snelheid, patroon en andere parameters worden nauwkeurig gecontroleerd om materiaal te smelten.
EBAM-systemen vereisen een vacuümkamer, poederbehandeling, elektronenkanon, bedieningselementen en andere subsystemen.

Fabrikanten van EBAM-apparatuur
Toonaangevende mondiale leveranciers van industriële EBAM-systemen zijn onder meer:
| Fabrikant | Model | Bouwgrootte | Materialen | Prijsbereik |
|---|---|---|---|---|
| GE-additief | Arcam EBM Spectra H | 1000 x 600 x 500 mm | Ti, Ni, CoCr, Al, Cu, staal | $1,5M – $2M |
| Sciaky | EBAM 300 | 1830 x 1220 x 910 mm | Ti, Inconel, roestvrij | $1,5M – $3M |
| Velo3D | Saffier | 680 x 380 x 380 mm | Ti, Inconel | $1M – $2M |
| Nano-dimensie | DragonFly LDM | 330 x 330 x 330 mm | Koper | $0,5M – $1M |
Systeemkeuze hangt af van productiebehoeften, materialen, nauwkeurigheidseisen en budget. Samenwerken met een ervaren dienstverlener is een alternatief voor het rechtstreeks aanschaffen van apparatuur.
EBAM-proceskenmerken
EBAM omvat complexe thermische, mechanische en materiaalinteracties. De belangrijkste proceskenmerken zijn onder meer:
Elektronenbundel – Vermogen, straaldiameter, stroom, scansnelheid, focus
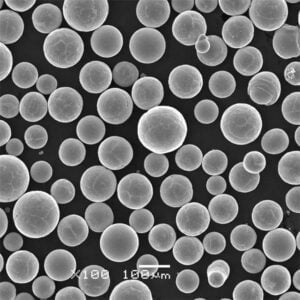
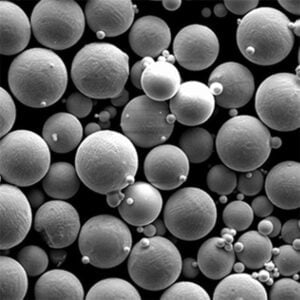
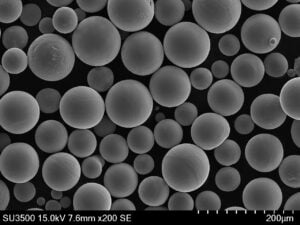
Poeder – Materiaal, vorm, maatverdeling, laagdikte
Vacuüm – Vereiste drukniveaus, gasonzuiverheden
Temperatuur – Voorverwarmen, dynamiek van het smeltbad, koelsnelheid
Metagegevens – Bouwplaat, harksysteem, afscherming
Scanstrategie – Smeltpoolpatronen, straaloscillaties
Nabewerking – Warmtebehandeling, HIP, bewerking, afwerking
Het begrijpen van relaties tussen parameters is van cruciaal belang om EBAM-onderdelen van hoge kwaliteit te verkrijgen.
EBAM-ontwerprichtlijnen
De juiste praktijken voor het ontwerpen van EBAM-onderdelen omvatten:
- Ontwerp met de principes van additieve productie in gedachten
- Gebruik dunne wanden en roosterstructuren om gewicht te verminderen
- Minimaliseer niet-ondersteunde overhangen die ondersteuning vereisen
- Oriënteer de onderdelen om spanningen te vermijden die tot kromtrekken kunnen leiden
- Houd rekening met thermische krimpeffecten in elementen
- Ontwerpgeometrie om het verwijderen van poeder te vergemakkelijken
- Ontwerp oppervlakken voor functionaliteit in plaats van uiterlijk
- Geschikt voor minimale wanddikte en kenmerkafmetingen
- Houd rekening met nabewerking op oppervlakken
- Simuleer builds en thermische effecten voor complexe onderdelen
- Designbevestigingen en interfaces voor het verwijderen van poederbedden
Simulatie- en modelleringstools helpen restspanningen en vervormingen te voorspellen.
EBAM-materialen
Er kunnen allerlei metalen worden verwerkt additieve productie met elektronenstralen:
| Categorie | Gemeenschappelijke legeringen |
|---|---|
| Titanium | Ti-6Al-4V, Ti-6Al-4V ELI, commercieel zuiver titanium |
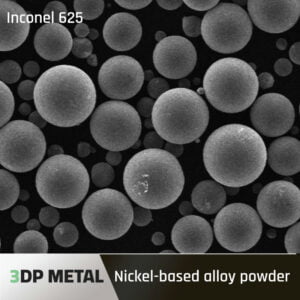
| Nikkel-superlegeringen | Inconel 718, Inconel 625, Haynes 282 |
| Roestvrij staal | 304, 316, 17-4PH, 15-5PH |
| Gereedschapsstaal | H13, Maragingstaal |
| Aluminium | AlSi10Mg, Scalmalloy |
| Edelmetalen | Goud, platina |
| Koper | CuCrZr, Cu, koper-nikkellegeringen |
| Kobalt Chroom | CoCrMo, Stelliet |
Materiaaleigenschappen zijn sterk afhankelijk van EBAM-procesparameters en nabehandeling.
Belangrijke EBAM-toepassingen
EBAM maakt prestatieverbeteringen in alle sectoren mogelijk:
| Industrie | Typische EBAM-toepassingen |
|---|---|
| Lucht- en ruimtevaart | Vliegtuigconstructies, turbines, lanceerhardware |
| Stroomopwekking | Heetgastrajectcomponenten, behuizingen |
| Olie gas | Kleppen, pompen, compressoren, gereedschap |
| Automobiel | Lichtgewichtonderdelen, warmtewisselaars |
| Medisch | Orthopedische implantaten, chirurgische instrumenten |
| Marien | Waaiers, propellers, complexe gietstukken |
| Chemisch | Warmtewisselaars, roerders, drukvaten |
Voordelen ten opzichte van conventionele productie zijn onder meer:
- Minder verspilling door een buy-to-fly-verhouding van 1:1
- Kortere doorlooptijd van digitaal proces
- Gecombineerde assemblages in afzonderlijke onderdelen
- Aangepaste geometrieën die niet geschikt zijn voor bewerking
- Verbeterde prestaties van complexe structuren
- Schaalbare productievolumes zodra deze zijn gekwalificeerd
EBAM creëert kansen voor productontwerpen van de volgende generatie die op andere manieren niet haalbaar zijn.

Voor- en nadelen van EBAM
Voordelen:
- Grote complexe metalen onderdelen uit één stuk
- Sterke en lichte componenten uit roosterontwerpen
- Elimineert de noodzaak voor dure matrijzen of gereedschappen
- Minder materiaalverspilling vergeleken met subtractieve technieken
- Relatief hoge bouwsnelheid vergeleken met andere AM-processen
- Kosteneffectief bij gemiddelde volumes van 100-10.000 eenheden
- Consistente metallurgie door snelle stolling
- Combineert samenstellingen tot afzonderlijke onderdelen
- On-demand productie en aanpasbare ontwerpen
- Vrijheid van geometrie die verder gaat dan de beperkingen van de bewerking
Beperkingen:
- Hogere apparatuurkosten dan polymeer 3D-printen
- Beperkt tot vacuümcompatibele materialen
- Lagere nauwkeurigheid en oppervlakteafwerking dan machinaal bewerken
- Nabewerking is vaak nodig om eigenschappen te verkrijgen
- Productie van schrootpoeder dat moet worden gerecycled
- Procesontwikkeling en proeven nodig
- Faciliteitsoverwegingen voor hoge stroombehoeften
- Thermische spanningen kunnen vervorming van onderdelen veroorzaken
- Beperkingen op overhangen en minimale functies
- Groottebeperkingen vanaf de bouwkameromhulling
Wanneer EBAM geschikt is voor toepassingsvereisten, maakt het hoogwaardige productverbeteringen mogelijk.
Implementatie van EBAM-technologie
Belangrijke overwegingen bij de invoering van EBAM zijn onder meer:
- Het identificeren van toepassingen waarbij de mogelijkheden van EBAM voordeel bieden
- Budgettering van aanzienlijke kapitaalinvesteringen voor het EBAM-systeem
- Het ontwikkelen van strenge kwalificatieprotocollen en standaarden
- Inzicht in de wettelijke vereisten voor eindgebruikstoepassingen
- Het inhuren van personeel met poederbedexpertise of samenwerken met dienstverleners
- Tijd en middelen vrijmaken voor procesproeven en optimalisaties
- Implementeren van procedures voor het hanteren van poeders en ventilatie
- Het bieden van geschikte faciliteiteninfrastructuur en stroommogelijkheden
- Budgettering voor secundaire verwerking, zoals warmtebehandeling
- Het uitvoeren van mechanische tests om eigenschappen te valideren
Toepassingen die het meest geschikt zijn voor eerste tests zijn minder kritisch en hebben een lager risico.
Kostenbesparingen met EBAM
De business case voor EBAM hangt af van:
- Hoge apparatuur kost ongeveer $1 miljoen tot $3 miljoen
- Arbeid voor procesontwikkeling en productie
- Kosten van ruwe metaalpoedermaterialen
- Secundaire afwerkingsbewerkingen
- Faciliteiten, infrastructuur voor poederbehandeling
- Minder afval ten opzichte van subtractieve processen
- Het consolideren van subassemblages tot afzonderlijke onderdelen
- Kortere ontwikkelingstijden dan conventionele technieken
- Economisch bij volumes rond de 100-10.000 onderdelen
- Hoogste besparingen voor complexe geometrieën die waarde toevoegen
Fabrikanten moeten de hogere kosten van AM-apparatuur compenseren door productievoordelen.
EBAM vergeleken met andere processen
| Proces | Vergelijking met EBAM |
|---|---|
| CNC-bewerking | EBAM maakt complexe geometrieën mogelijk die niet machinaal kunnen worden bewerkt via een subtractief proces. Geen hard gereedschap vereist. |
| Metaal spuitgieten | EBAM elimineert hoge gereedschapskosten. Betere materiaaleigenschappen dan MIM. |
| Spuitgieten | EBAM heeft lagere gereedschapskosten. Geen maatbeperkingen. Zeer complexe geometrieën haalbaar. |
| Lamineren van vellen | EBAM creëert volledig dicht isotroop materiaal versus gelamineerde composieten. |
| Binder jetting | EBAM levert volledig dichte eindonderdelen in vergelijking met poreuze, met bindmiddel gespoten groene onderdelen. |
| SLM | SLM heeft een fijnere resolutie, terwijl EBAM snellere build-snelheden heeft. Beide creëren dichte metalen onderdelen. |
Elk proces biedt specifieke voordelen op basis van de toepassing, batchgrootte, nauwkeurigheidsbehoeften en prestatie-eisen.
Toekomstperspectieven voor EBAM
De toekomst ziet er rooskleurig uit voor een uitgebreide adoptie van EBAM, gedreven door:
- Breder assortiment legeringen van productiekwaliteit
- Grotere build-enveloppen waardoor grotere onderdelen mogelijk zijn
- Snellere bouwsnelheden voor een hogere doorvoer
- Verbeterde afwerking en maatnauwkeurigheid
- Dalende kosten naarmate de technologie volwassener wordt
- Verdere automatisering van de voor- en nabewerking
- Hybride systemen die bewerking integreren
- Geavanceerde in-proces monitoringsystemen
- Kwalificatie voor veeleisende industrieën zoals de lucht- en ruimtevaart
- Ontwerpoptimalisatie door gebruik te maken van de mogelijkheden van EBAM
Naarmate de technologie vordert, zal EBAM de productie in een steeds groter aantal industrieën transformeren.
FAQ
Welke materialen worden gebruikt in EBAM?
Titanium, nikkellegeringen, gereedschapsstaal, roestvrij staal, aluminiumlegeringen en edele metalen kunnen worden verwerkt.
Wat is de nauwkeurigheid en afwerking van EBAM-onderdelen?
Een maatnauwkeurigheid van ±0,3 mm is typisch, met een oppervlakteruwheid rond de 25-125 μm Ra as-built.
Welke nabewerking wordt gebruikt voor EBAM-onderdelen?
Warmtebehandeling, HIP en machinale bewerking kunnen worden gebruikt. Plasmaspuitcoaten is ook gebruikelijk.
Hoe groot zijn de onderdelen die EBAM kan produceren?
Gangbare bouwvolumes variëren van 500 mm x 500 mm x 500 mm tot 2 m x 1 m x 1 m voor grote systemen.
Wat zijn de voordelen ten opzichte van subtractieve methoden?
EBAM genereert bijna netvormige onderdelen met minder afval en consolideert assemblages tot enkele complexe componenten.
Welke industrieën gebruiken EBAM?
De lucht- en ruimtevaart-, energie-, automobiel-, olie- en gas- en medische sectoren zijn early adopters van EBAM.
Welke expertise is nodig om EBAM-apparatuur te bedienen?
Er zijn bekwame technici nodig die ervaring hebben met poederbedprocessen, metallurgie en nabewerking.
Welke veiligheidsmaatregelen zijn vereist?
Ventilatie, bewakingsapparatuur, persoonlijke beschermingsmiddelen en veilig omgaan met poeder zijn van cruciaal belang.
Hoe verhouden de kosten zich tot conventionele productie?
EBAM wordt kosteneffectief rond de middenproductie van 100-10.000 eenheden voor complexe ontwerpen.
Kunt u het EBAM-proces kort toelichten?
EBAM brengt metallisch poeder aan in lagen die door een elektronenbundel selectief laag voor laag worden gesmolten op basis van CAD-gegevens om een onderdeel te bouwen.