Overzicht van Inconel 718 Poeder
Inconel 718 is een superlegeringspoeder op nikkel-chroombasis dat wordt gebruikt voor toepassingen met hoge sterkte bij hoge temperaturen. De belangrijkste eigenschappen zijn onder meer:
- Uitstekende sterkte tot 700°C
- Hoge corrosie- en oxidatieweerstand
- Goede weerstand tegen vermoeiing en kruip
- Vermogen om cryogene temperaturen te weerstaan
- Compatibiliteit met nabewerking zoals heet isostatisch persen
Inconel 718-poeder wordt veel gebruikt voor het vervaardigen van componenten voor de lucht- en ruimtevaart-, olie- en gas-, nucleaire en andere veeleisende industrieën via metaaladditieve productie of poedermetallurgie.
Soorten Inconel 718-poeder
Inconel 718-poeder is verkrijgbaar in verschillende deeltjesgrootteverdelingen, vormen en productiemethoden:
| Type | Beschrijving | Deeltjesgrootte | Vorm | Productie methode |
|---|---|---|---|---|
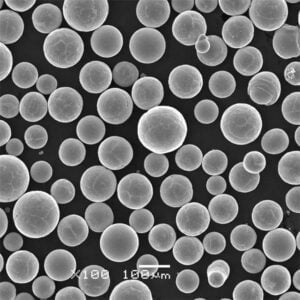
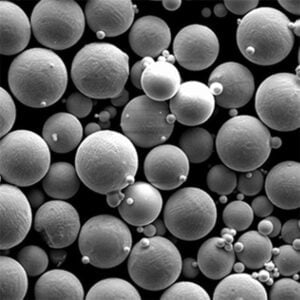
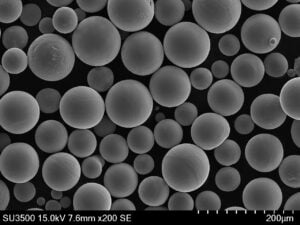
| Gas verneveld | Onregelmatig sferoïdaal poeder | 15-75 µm | Meestal bolvormig | Gasverneveling |
| Plasma verneveld | Zeer bolvormig poeder | 15-45 µm | Zeer bolvormig | Plasma-verneveling |
| Blended | Mengsel van gasverstoven en gemalen poeders | 15-150 µm | Gemengde morfologie | Mechanisch mengen |
| Gelegeerd | Voorgelegeerd poeder met uniforme samenstelling | 15-105 μm | Bolvormig of onregelmatig | Gas/plasma-verneveling van voorgelegeerde smelt |
Bolvormige en voorgelegeerde poeders bieden een hogere kwaliteit, maar kosten meer dan gemengde of gasverstoven opties. De keuze hangt af van de toepassingsvereisten.

Eigenschappen en samenstelling van Inconel 718
Inconel 718 bezit een uitzonderlijke combinatie van mechanische eigenschappen en corrosieweerstand:
| Eigendom | Waarde |
|---|---|
| Dikte | 8,19 g/cm3 |
| Smeltpunt | 1260-1336°C |
| Ultieme treksterkte | 1.103 – 1.551 MPa |
| Opbrengststerkte | 758 – 1.379 MPa |
| Verlenging | Minimaal 12% |
| Young-modulus | 205 GPa |
| Poisson-ratio | 0.29 |
| Afschuifmodulus | 79 GPa |
| Vermoeidheid Sterkte | 517 – 1.034 MPa |
De nominale samenstelling van Inconel 718 is:
- Nikkel: 50-55%
- Chroom: 17-21%
- IJzer: Balans
- Niobium: 4,75-5,5%
- Molybdeen: 2,8-3,3%
- Titaan: 0,65-1,15%
- Aluminium: 0,2-0,8%
Deze combinatie van nikkel-, chroom- en niobiumtoevoegingen geeft Inconel 718 zijn uitstekende mechanische eigenschappen bij hoge temperaturen.
Toepassingen van Inconel 718 poeder
Inconel 718 poeder wordt veel gebruikt in:
- Lucht- en ruimtevaart – Motoronderdelen zoals turbinebladen, schijven, bevestigingsmiddelen
- Olie en gas – boorgatgereedschappen, kleppen, putkopcomponenten
- Energieopwekking – Onderdelen van het hete gedeelte van de gasturbine, bevestigingsmiddelen
- Auto-industrie – Turbocompressorwielen, kleppen, motoronderdelen
- Chemische verwerking – Reactorvaten, warmtewisselaars, leidingen
- Gereedschappen - Spuitgietmatrijzen, matrijzen, gereedschapsbevestigingen
- Medisch – Orthopedische implantaten vanwege biocompatibiliteit
De hoge sterkte bij hoge temperaturen, corrosieweerstand en stabiliteit maken Inconel 718 een ideaal materiaal voor kritische componenten in verschillende industrieën.
Voordelen van Inconel 718 poeder
De belangrijkste voordelen van het gebruik van Inconel 718-poeder zijn onder meer:
- Onderdelen behouden een hoge sterkte en taaiheid tot 700°C
- Bestand tegen oxiderende, corrosieve en cryogene omgevingen
- Tweemaal de treksterkte vergeleken met roestvrij staal 316L
- Uitstekende vermoeiings- en kruipbreukeigenschappen
- Kan neerslag worden versterkt door verouderingsbehandeling
- Gemakkelijk lasbaar voor reparatie en verbinding
- Bestand tegen barsten tijdens heet isostatisch persen
- Kan tot 10 keer worden hergebruikt met minimale bederf
- Maakt complexe geometrieën mogelijk die niet mogelijk zijn door middel van machinale bewerking
- Vermindert het gewicht van de componenten in vergelijking met vaste vormen
- Verlaagt de buy-to-fly-ratio ten opzichte van knuppels of smeedstukken
Deze eigenschappen maken substantiële prestatieverbeteringen en gewichtsbesparingen in componenten mogelijk.
Beperkingen van Inconel 718 Poeder
Enkele beperkingen bij het werken met Inconel 718-poeder zijn:
- Hoge materiaalkosten vergeleken met staal- en titaniumlegeringen
- De onderdeelgrootte is beperkt op basis van het toegevoegde machinebouwvolume
- Gevoelig voor oxidatie en corrosie boven 700°C
- Vereist heet isostatisch persen na additieve productie om spanningen te verlichten
- Moeilijk volledig te verdichten tijdens laserpoederbedfusie
- Nabewerking, zoals machinaal bewerken, kan een uitdaging zijn vanwege de verharding van het werk
- Oppervlakteafwerking is vereist om de gewenste ruwheid te bereiken
- Vereist hantering en opslag van droog poeder om besmetting te voorkomen
- Beperkt aantal gekwalificeerde leveranciers vergeleken met meer gebruikelijke legeringen
Ontwerpprincipes voor Inconel 718-onderdelen
Belangrijke ontwerprichtlijnen voor Inconel 718-componenten vervaardigd uit poeder:
- Minimale wanddikte van 2 mm aanbevolen voor voldoende sterkte
- Voeg afschuiningen en afrondingen toe om spanningsconcentraties te minimaliseren
- Interne kanalen moeten een diameter van ≥ 2 mm hebben voor poederverwijdering
- Beperk overhangen zonder steunen tot maximaal 10 mm
- Optimaliseer de bouworiëntatie om steunen en totale hoogte te minimaliseren
- Houd rekening met isotrope krimp van ~20% tijdens het sinteren
- Houd rekening met een lagere nauwkeurigheid en een hogere oppervlakteruwheid dan bewerkte onderdelen
- Ontwerp voor eenvoudiger poederverwijdering door openingen
- Houd rekening met extra bewerkingsvoorraad als een hoge maatnauwkeurigheid of oppervlakteafwerking nodig is
Door builds vroeg in het ontwerpproces te simuleren, kunnen eventuele problemen vóór de productie worden geïdentificeerd.
Procesparameters voor Inconel 718 AM
Kritische parameters voor additieve productie Inconel 718 zijn onder meer:
- Laservermogen: 100-500 W
- Scansnelheid: tot 10 m/s
- Straaldiameter: 50-100 μm
- Laagdikte: 20-50 μm
- Luikafstand: 50-200 μm
- Scanstrategie: Afwisselen tussen lagen
- Beschermgas: Argon of stikstof
- Gasstroomsnelheid: 2-8 l/min
- Temperatuur bouwplaat: 60-100°C
- Nabewerking: Heet isostatisch persen, warmtebehandeling
Deze parameters moeten nauwkeurig worden geoptimaliseerd om dichte componenten met de gewenste microstructuur en mechanische eigenschappen te verkrijgen.
Naverwerking van Inconel 718-onderdelen
Typische nabewerkingsstappen voor Inconel 718 AM-componenten zijn onder meer:
- Verwijdering van los poeder door stralen met plastic kralen
- Stressverlichtende hittebehandeling bij 1080°C gedurende 1 uur, gevolgd door luchtkoeling
- Heet isostatisch persen bij 1120°C gedurende 4 uur onder een druk van 100 MPa
- Draadvonken om onderdelen van de bouwplaat te verwijderen
- CNC-bewerkingen – frezen, boren, draaien om de afwerking en precisie te verbeteren
- Oppervlakteverbetering – slijpen, schuren, polijsten
- Kogelstralen om drukspanningen op oppervlakken te veroorzaken
- Kwaliteitstesten – treksterkte, hardheid, microstructuur, fractografie
Een goede nabewerking is essentieel om de materiaaleigenschappen te bereiken die voor de toepassing vereist zijn.
Kwaliteitscontroletests voor Inconel 718
Uitgebreide kwaliteitscontroletests garanderen de kwaliteit van poeder en gedrukte onderdelen:
- Chemische analyse – ICP-OES bevestigt dat de poedersamenstelling voldoet aan de AMS-specificatie
- Poederdeeltjesgrootteverdeling – Laserdiffractie deeltjesgrootte-analysator
- Poedermorfologie – SEM-beeldvorming verifieert de bolvormige poedervorm
- Poedermicrostructuur – EBSD-kartering van korrelstructuur
- Stroombaarheid van poeder – Gemeten via Hall- en Carney-trechtertests
- Dichtheidsanalyse – Heliumpycnometrie en Archimedes-methode verifiëren dichtheid >99,5%
- Mechanisch testen – testen op treksterkte, vermoeiing, breuktaaiheid, hardheid
- Microstructuur – Korrelgrootte en faseverdeling met behulp van optische en SEM-microscopie
- Defectanalyse – Röntgen- en CT-scans controleren op interne defecten
- Oppervlakteruwheid – Gemeten met een stylus of optische profilometer
Uitgebreide tests zorgen ervoor dat Inconel 718-onderdelen voldoen aan strenge luchtvaart- en industriële normen.

Kostenanalyse voor Inconel 718 AM
De kosten die verband houden met de productie van Inconel 718 AM omvatten:
- Machinekosten – $500.000 tot $1 miljoen voor hoogwaardig AM-systeem
- Materiaalkosten – $350-500/kg voor nieuw Inconel 718-poeder
- Arbeidskosten – Geschoolde operators om de build en post-processing uit te voeren
- Energiekosten – Groot elektriciteitsverbruik tijdens de bouw
- Nabewerking – HIP-, bewerkings- en andere afwerkingskosten
- Kwaliteitscontrole – Kosten voor testen en karakterisering
- Herbruikbaarheid – Ongebruikt poeder kan worden gerecycled om de materiaalkosten te verlagen
- Bestelvolume – Orders met een groter volume bieden schaalvoordelen
- Buy-to-fly-ratio – Er moet rekening worden gehouden met ongebruikt poeder dat moet worden gerecycled
- Deelgeometrie – Goed ontworpen onderdelen maximaliseren het materiaalgebruik
Voor de productie van kleine tot middelgrote volumes wordt AM kosteneffectief in vergelijking met subtractieve bewerking, dankzij materiaalbesparingen en een verlaging van de buy-to-fly-ratio.
Het selecteren van een Inconel 718 Poeder Leverancier
Belangrijke factoren bij het selecteren van een Inconel 718-poederleverancier:
- Technische expertise in gas- en plasmaverneveling van nikkelsuperlegeringen
- Bereik van beschikbare poedergroottes en morfologieën – bolvormig, gemengd, gelegeerd
- Kwaliteitsborgingsprocedures en certificeringen – ISO 9001, AS9100, enz.
- Mogelijkheid om chemische analyses en testen van de deeltjesgrootteverdeling uit te voeren
- Capaciteit om grote hoeveelheden poeder te leveren met korte doorlooptijden
- Aanpassingsmogelijkheden zoals zeven voor specifieke deeltjesgrootteverdelingen
- Concurrerende en stabiele prijzen, vooral voor bestellingen van grote hoeveelheden
- Mogelijkheid om indien nodig aan de regelgeving te voldoen – ITAR, REACH, RoHS
- Monsters voor klantpoederkwalificatie en -testen
- Technische ondersteuning voor het hanteren en opslaan van poeder
- Geografische nabijheid voor snellere logistiek en ondersteuning
Gevestigde leveranciers met niche-expertise op het gebied van nikkellegeringspoeders voldoen doorgaans het beste aan de gebruikersbehoeften op het gebied van kwaliteit, maatwerk, prijzen en ondersteuning.
Voor- en nadelen van Inconel 718 versus roestvrij staal
Voordelen van Inconel 718:
- Tweemaal de treksterkte van roestvrij staal 316L
- Aanzienlijk hogere kruip- en vermoeidheidsweerstand
- Bestand tegen oxidatie en corrosie tot 700°C
- Betere levensduur bij hoge cyclusvermoeidheid dan staalsoorten
- Consistente eigenschappen dankzij de samenstelling van de nikkellegering
- Kan door de tijd gehard worden, in tegenstelling tot standaard roestvast staal
- Produceert sterkere verbindingen bij toepassing als grondstofcoating
- Gemakkelijker te recyclen en ongebruikt poeder opnieuw te gebruiken
Nadelen van Inconel 718:
- Veel hogere materiaalkosten dan roestvrij staal
- Lagere maximale bedrijfstemperatuur dan roestvrij staal
- Moeilijker om volledig te verdichten tijdens AM-printen
- Uitdagend voor de machine vanwege verharding van het werk
- Beperkt aantal gekwalificeerde leveranciers
- Gevoelig voor verbrossing van vloeibare metalen tijdens AM
- Hogere nabewerkingseisen – HIP, warmtebehandeling
- Vereist gecontroleerde verwerking in een inerte atmosfeer
Voor kritische toepassingen waarbij de prestaties de kostenoverwegingen overtreffen, biedt Inconel 718 duidelijk superieure eigenschappen bij hoge temperaturen in vergelijking met roestvast staal.
Vergelijking van Inconel 718 versus Inconel 625
Inconel 718 en 625 hebben de volgende onderscheidende kenmerken:
| Legering | Kracht | Corrosieweerstand | Lasbaarheid | Kosten | Gebruik Temperatuur |
|---|---|---|---|---|---|
| Inconel 718 | Heel hoog | Gematigd | Eerlijk | Hoog | Tot 700°C |
| Inconel 625 | Medium | Uitstekend | Uitstekend | Heel hoog | Tot 980°C |
- Inconel 718 biedt een veel hogere trek-, kruip- en vermoeiingssterkte.
- Inconel 625 biedt een betere allround corrosie- en oxidatieweerstand.
- Inconel 625 heeft een uitstekende lasbaarheid, terwijl Inconel 718 een grotere uitdaging biedt.
- Inconel 625 is duurder vanwege de uitgebreide toevoegingen aan columbiumlegeringen.
- Inconel 625 heeft een hogere maximale bedrijfstemperatuur.
Inconel 718 heeft de voorkeur voor de meest veeleisende toepassingen met hoge sterkte, zoals componenten in de lucht- en ruimtevaart, terwijl Inconel 625 wordt geselecteerd wanneer corrosieweerstand de belangrijkste vereiste is.

FAQ
Welke deeltjesgrootteverdeling wordt aanbevolen voor AM met Inconel 718-poeder?
Een deeltjesgroottebereik van 15-45 micron met een meerderheid tussen 20-35 micron wordt doorgaans aanbevolen voor laserpoederbedfusie met Inconel 718 om een goede stroombaarheid en dichte verdichting mogelijk te maken.
Welke warmtebehandelingen na de bewerking worden gebruikt voor Inconel 718 AM-onderdelen?
Veel voorkomende warmtebehandelingen omvatten oplossingsgloeien bij 1270°C, precipitatieharden bij 960°C en spanningsverlichting bij 1080°C. Meerstapsverouderingsbehandelingen kunnen de sterkte en ductiliteit verder verbeteren.
Wat zijn enkele typische toepassingen voor Inconel 718-poeder in de lucht- en ruimtevaart?
Inconel 718 wordt veel gebruikt voor het vervaardigen van vliegtuigmotoronderdelen zoals bladen, schijven, bevestigingsmiddelen, behuizingen en onderdelen van het landingsgestel die een hoge sterkte vereisen bij hoge temperaturen en in corrosieve omgevingen.
Moet Inconel 718 heet isostatisch persen na AM?
Ja, HIP wordt ten zeerste aanbevolen na laser- of elektronenbundel-poederbedfusie met Inconel 718 om interne holtes en poriën te elimineren en de levensduur van vermoeiing te verbeteren door homogenisatie van de microstructuur.
Hoe moet ongebruikt Inconel 718-poeder worden behandeld?
Al het ongebruikte poeder moet in een inerte atmosfeer worden verwerkt om oxidatie en verontreiniging te voorkomen. Poeder kan tot 10 keer worden hergebruikt als het in een gecontroleerde omgeving wordt bewaard. Na 10 keer recyclen wordt nieuw poeder aanbevolen.